Technique: La visserie Tamiya à empreinte cruciforme. |
Edité le 03/05/2020. |
Les empreintes cruciformes des têtes de vis Tamiya.Sur beaucoup de ses kits entrée-de-gamme et moyen-de-gamme, Tamiya livre des vis avec une tête comportant une empreinte cruciforme. Cela peut paraitre curieux pour qui est habitué aux empreintes six pans creuses (CHC) des têtes de vis habituellement employées, par exemple sur les kits destinés à la compétition. Cependant ce choix se justifie de par le fait que le marché principal de la marque aux deux étoiles est le Japon, qui a ses spécificités, et de par le fait que les vis à empreinte cruciforme sont théoriquement plus faciles à visualiser, à manier et à visser et à dévisser (même lorsque l'empreinte est abimée) pour un jeune public ou pour des débutants plus âgés. |
 |
|
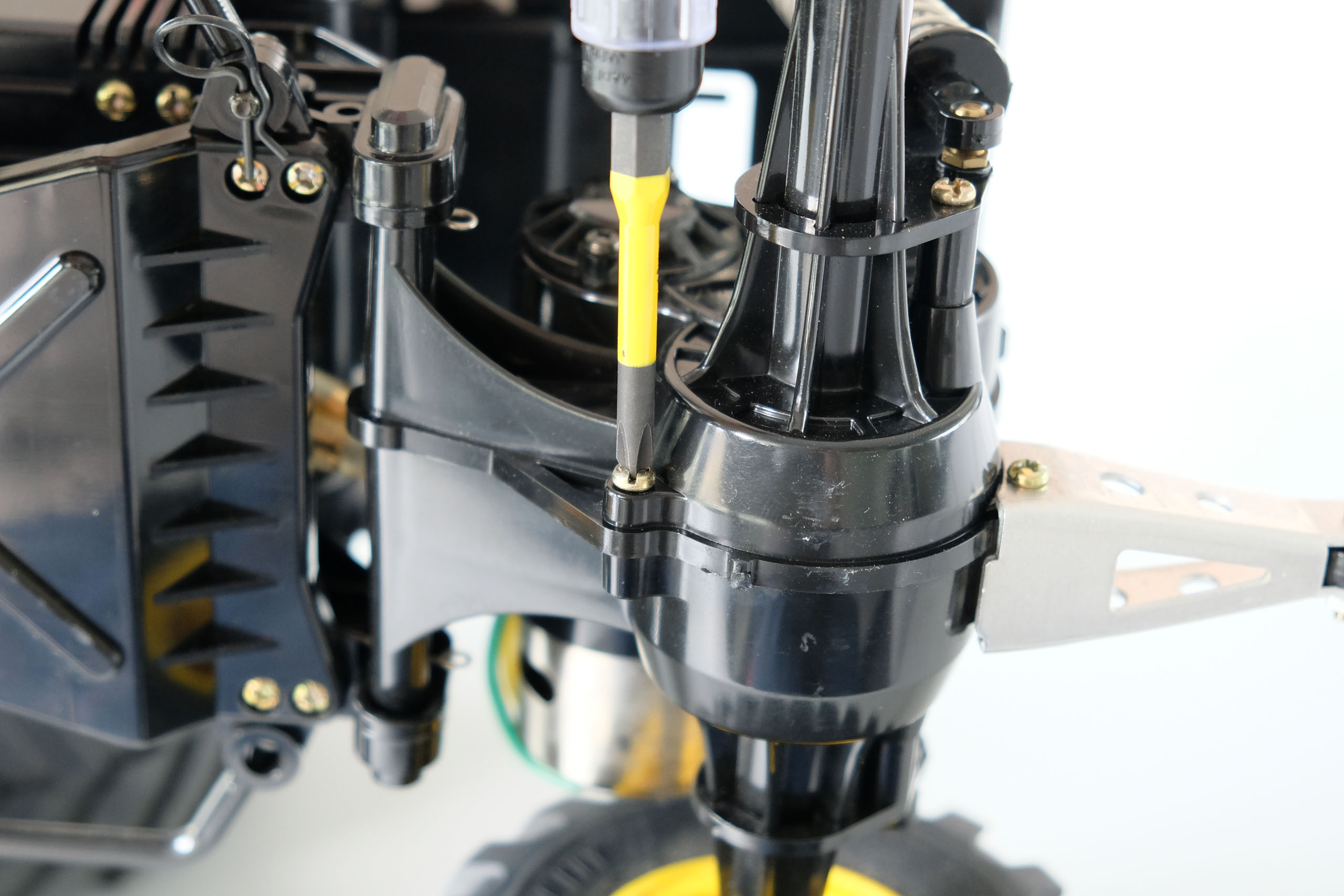
Beaucoup se plaignent d'abimer facilement les têtes de vis cruciformes Tamiya. Ce qu'il faut savoir, c'est qu'elles sont au standard Japanese Industrial Standard (JIS) B 1012, reconnaissable au fait qu'elles portent sur le dessus de leur tête un point ou une croix poinçonné. Les têtes de vis Tamiya portent un point, pas toujours très visible il est vrai. Sur la photo ci-contre, on voit très bien le point poinçonné sur la tête de la vis de la roulette de wheeling d'un Vanessa's Lunch Box. |
 |
|
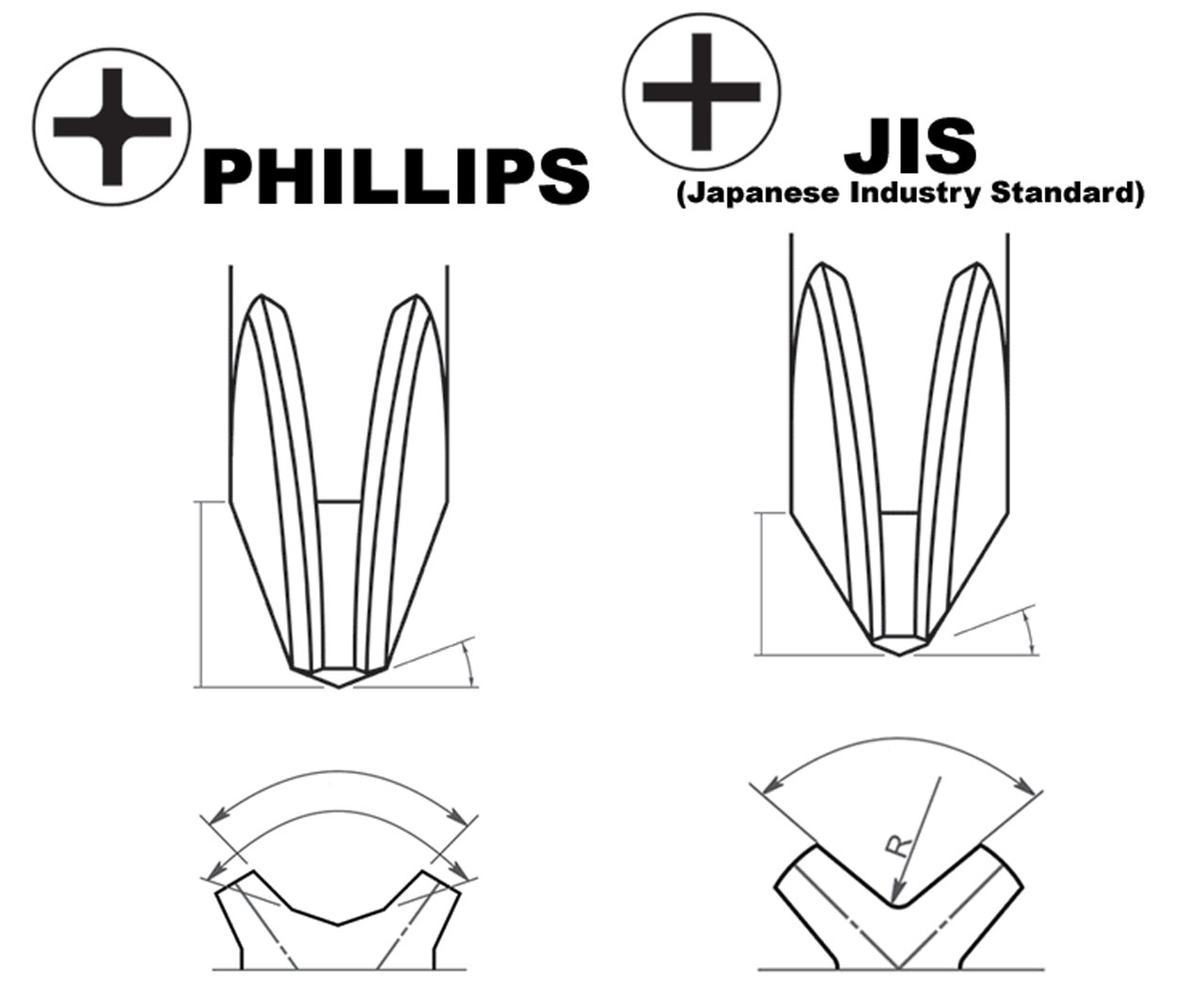
On trouve souvent dans les caisses à outils européennes des tournevis de type Phillips ou de ses évolutions (Pozidriv par exemple). Si on tente de visser une vis Tamiya avec un tournevis cruciforme Phillips, il y a des chances que la tête de vis soit détériorée, car les embouts Phillips et Japanese Industrial Standard ont certes l'air similaire, mais leurs pointes tout comme les creux des sections des croix sont assez différentes (voir illustration ci-contre, source et crédit inconnus). Pour plus d'informations sur ces différences de standards, les pages Wikipedia intitulées "Screwdriver" et "List of screw drives" s'avèrent fort instructives. Il n'y a pas qu'une différence de géométrie entre les profils Phillips et les JIS B 1012, mais aussi de philosophie. Le profil Phillips est antérieur, et permet un engagement rapide et un auto-centrage de l'outil, la géométrie de l'empreinte de la vis permettant une protection de la vis quand le couple de serrage est trop important. Le profil JIS B 1012 reprend cette idée de permettre un engagement rapide et un auto-centrage de l'outil, mais il permet un couple de serrage plus important que le profil Phillips, qui devra donc être contrôlé par l'opérateur. Un embout Phillips ne fonctionnera pas forcément bien dans une empreinte JIS, mais un embout JIS devrait plutôt bien fonctionner en coopération dans une empreinte Phillips. |
 |
|
C'est pourquoi les spécialistes de l'outillage conseillent, en cas de doute, souvent d'employer des outils au standard JIS pour les produits d'origine japonaise. Cela concerne peut-être donc certains produits Kyosho et Kawada, pour les récents par exemple, et Ayk, Marui, Nichimo, Tech Racing, Ishima, etc., pour le Vintage. En photo ci-contre, un essai avec un tournevis de type Phillips quelconque. On voit que l'angle de la pointe est trop pointu et que bien que de diamètre semblent pouvoir convenir, l'embout du tournevis n'a clairement pas assez de prise dans l'empreinte de la tête de vis. Utiliser ce tournevis signifie donc un désastre assuré. |
|
|
En photo ci-contre, un autre essai avec un tournevis Hudy cruciforme. Bien qu'il soit de diamètre inférieur à celui de la photo ci-dessus, il "mord" plus dans l'empreinte de la vis, mais c'est loin d'être idéal. A éviter autant que possible donc. |
 |
|
Un dernier essai avec un embout cruciforme choisi parmi un lot de plusieurs. Sur ce lot, un seul semble correspondre à peu près. |
 |
|
La photo ci-contre montre que cet embout correspond nettement plus que les deux autres tournevis précédents, mais ce n'est pas parfait. L'embout montre du jeu lorsqu'il est en place dans l'empreinte cruciforme de la vis Tamiya. |
 |
|
Et surtout, il faut choisir un bon tournevis cruciforme correspondant bien à la tête de vis, pour éviter de la détériorer. Tamiya propose plusieurs tournevis cruciformes dans sa gamme, généralement d'excellente qualité mais une qualité qui a son prix aussi. Par contre, on est sûr de rien endommager avec un tournevis Tamiya. Attention si vous achetez des tournevis Tamiya JIS, certains vendeurs les appellent parfois à tord "Phillips" malgré tout. Il existe bien sûr d'autres fabricants de tournevis ou d'embouts au format JIS sur le marché. La photo ci-contre montre un set d'embouts (tailles 00, 0, 1 et 2) cruciformes au standard Japanese Industrial Standard (JIS) B 1012 du fabricant japonais Anex. |
|
|
On le voit bien sur la photo ci-contre, l'embout JIS numéro 2 s'insère naturellement en s'auto-centrant dans l'empreinte de la vis, et il n'y a quasiment aucun jeu entre l'empreinte et l'embout. |
 |
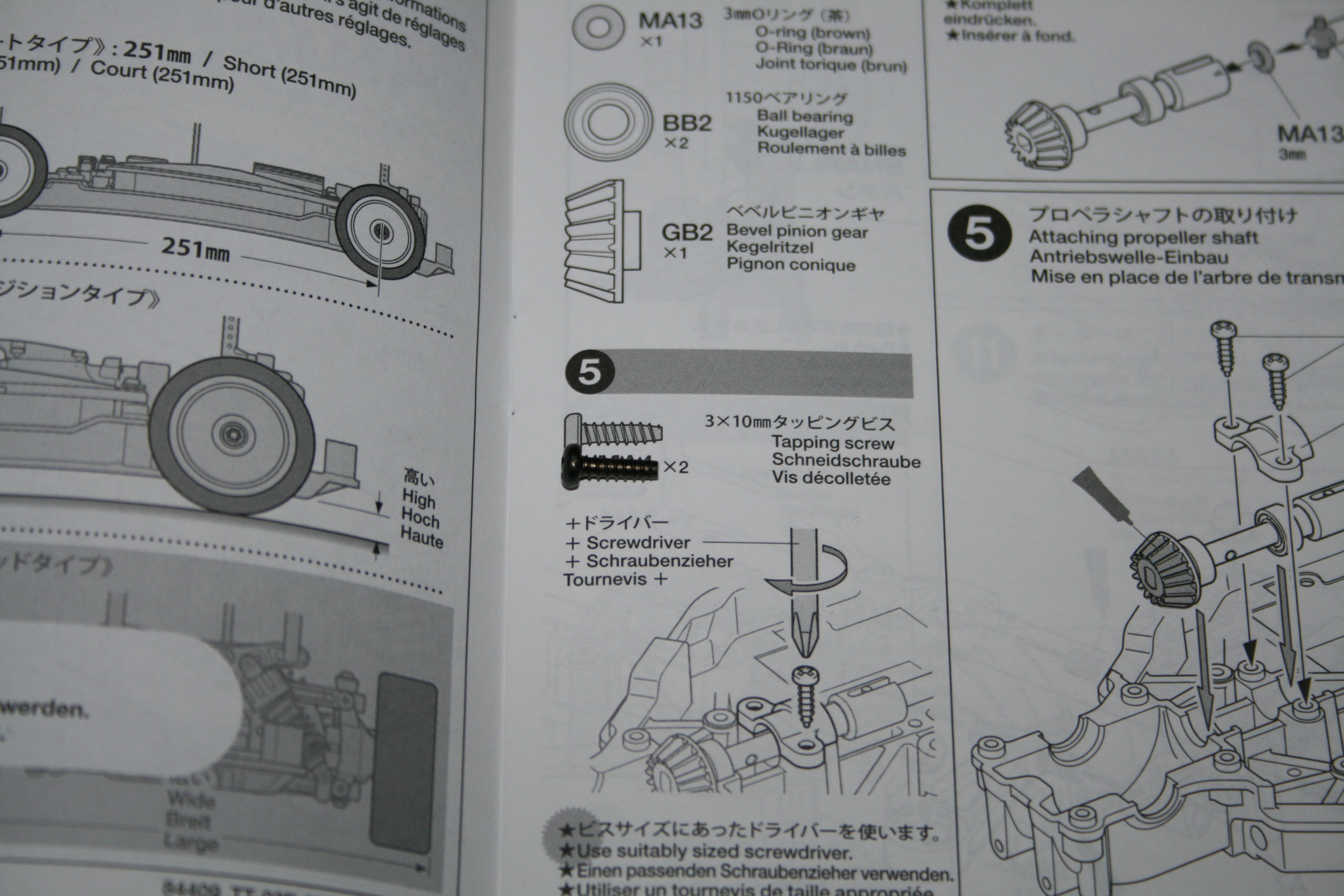
Les vis Tamiya à pas normal.Parmi les vis Tamiya, on distingue principalement deux grands types de vis, celles dite "autotaraudeuses" destinées à être vissées dans le plastique, avec un pas plus grand, et celles ave un pas normal, plus fin que celui des précédentes. Les vis Tamiya à pas normal sont destinées aux assemblages dans des trous taraudés de pièces métalliques, ou à être associées à un écrou. Hormis le fait qu'il convienne d'employer le bon tournevis ou le bon embout au standard JIS et d'appliquer un couple de serrage raisonnable, il n'y a pas de recommandation particulière. |
 |
Les vis Tamiya autotaraudeuses.D'aucuns vous diront que le plastique Tamiya, c'est de la m#@d#! car les filetages se "foirent" trop facilement. La vérité est qu'effectivement, il est facile d'abîmer le filetage dans le plastique, surtout quand on s'y prend mal. Mais si on s'y prend correctement avec le bon outil (au standard JIS), tout se passe bien et les montages par vis dans le plastique se montrent fiables et durables. Ce qu'il faut bien comprendre, c'est que les vis employées sont des vis auto-taraudeuses, c'est-à-dire que ce sont des vis à extrémité légèrement conique, dont le filetage taraude, c'est-à-dire forme le filetage, dans le trou dans lequel on les visse. Il convient donc de respecter quelques règles somme toute assez logiques. Tout d'abord, il est exclu d'utiliser un tournevis électrique, car souvent il tourne trop vite et le dosage en fin de vissage est grossier. Si on n'a pas le choix (problèmes articulaires ou musculaires, etc.), on peut néanmoins utiliser un modèle évolué de tournevis électrique et respecter au moins la procédure de mise en place de la vis décrite ci-dessous et d'utiliser un embout au standard JIS. |
 |
|
Lors du premier vissage en manuel, s'il nécessite trop de force, on peut mettre par exemple une petite goutte de savon liquide sur la vis pour le faciliter. |
 |
|
On ne doit pas forcer en fin de vissage pour ne pas détruire le filet. |
 |
|
Il convient de minimiser les démontages inutiles. |
 |
|
Après démontage, engager la vis dans le trou et tourner le tournevis dans le sens antihoraire, comme pour dévisser. La vis va légèrement remonter, puis retomber, et là, son filetage sera en correspondance avec celui du taraudage, et maintenant on peut recommencer à visser. Cela évite de créer un nouveau filetage dans le trou, et donc de fragiliser la fixation. |
 |


{kind=link}
|
Texte et photos: Georges, sauf photos n°3. |