Assemblage des éléments
|
Edité le le 11/10/2000. |
Petit point de vocabulaire préalable:Il convient faire la différence entre le soudage et le brasage. |
IntroductionSi on exclue le cas particulier des packs dit "en stick" réservés au marché du loisir, il est assez rare de trouver des éléments sous forme préassemblée. |
 |
|
Certains trieurs (comme ProMatch Racing ou Fusion Power par exemple) proposent des packs déjà assemblés. Avantages, l'assemblage est généralement de très bonne facture (éléments généralement collés au Shoe-Goo et soudure propre, fine et faite avec des pattes correctes) pour un surcoût modique, et surtout, grâce à des procédés de soudage industriels, l'élément a très peu été chauffé. Ce dernier point sera vital pour ces performances, car un élément qui sera exposé à une source de chaleur extérieure pendant trop longtemps pourrait être irrémédiablement abîmé. |
 |
|
Inconvénient, peu de trieurs disposent des installations nécessaires et le choix est restreint. Si on a confiance en un trieur donné, il y a de forte chance que l'on doive assembler soi-même les éléments pour obtenir un pack. |
 |
Matériels nécessairesPour assembler les éléments afin de former un accu, il est conseillé d'avoir (liste non-exhaustive):
L'idéal, pour se faire la main, est de débuter par le réassemblage d'un vieux packs, ou mieux, sur des éléments hors d'usage avant d'attaquer l'assemblage d'un pack haut-de-gamme. |
Choix de la configuration du packL'explication ci-dessous est valable pour la réalisation de packs en 2*3 ou en long (en 6*1, autrement appelé "à l'américaine"). Toutes les variantes sont possibles suivant le châssis employé (4+2, 5+1, 2*2, etc.) Sans oublier les packs quatre éléments pour la piste 1/12° et les packs pour les autres utilisations (packs de réception pour thermique par exemple). Cependant la réalisation de packs en stick (type loisir) devrait faire l'objet d'un autre chapitre, car sensiblement plus délicate. |
 |
Le fer à souderC'est un des éléments-clefs de la réussite de cette opération. ll est important également de disposer d'un fer à souder de qualité, puissant (mini 60W, idéal 80-150W), avec une panne propre. Fuir à tout prix les fers pistolets, même puissants! Un des plus réputés sur le marché est le Weller W-101, un 100W avec une panne large. Mais il existe aussi d'autres marques réputées (JBC, Ersa, Ewig...). Si l'on dispose d'une station de soudage, ce n'est pas tant la température de la panne qui compte, mais la qualité de la régulation de la température et l'inertie thermique de la panne. Monter dans ce cas une panne plate, grosse et large et régler la station à environ 370-400°C. Ne pas hésiter à faire des essais pour trouver la température idéale si on la la possibilité de la régler. |
 |
|
Une température réglée très haute n'est pas forcément un avantage, car pour des raisons physico-chimiques, on risque d'allonger le temps de fusion. Il est donc conseiller de procéder à quelques essais pour se faire la main sur de vieux éléments avant de commencer à monter un pack neuf. L'aspect qualité du fer est extrêmement important, et le sera encore plus avec la disparition annoncée du plomb, car il faudra sensiblement plus d'énergie et de temps au fer pour fer parvenir les nouveaux alliages (étain-argent, étain-cuivre ou étain-cuivre-argent) à l'état liquide. |
 |
|
Point négligé, la propreté de la panne. La nettoyer régulièrement sur une éponge humide spécifique (qui tend de plus en plus avec l'arrivée des alliages Sn-Ag par de la paille de fer spécifique qui permet de laisser une fine couche d'étain protégeant la panne de l'oxydation) et la remplacer s'il y a lieu. A noter que les pannes s'abîme sensiblement plus vite avec l'utilisation des soudures à base de Sn-Ag, à l'image de celle en photo ci-contre. Inutile de dire qu'il est impossible d'obtenir un résultat convenable avec une panne dans cet état. |
 |
Qualité de l'étainPour réaliser une belle soudure, il faut de l'étain de qualité électronique avec un peu d'âme décapante. Eviter l'étain de supermarché ou de magasin de bricolage, souvent trop chargé en plomb. Le plomb permet certes d'avoir une température de fusion plus basse, mais augmente la résistivité, d'où perte de performance et surtout risque de dessoudage avec de gros moteurs. Actuellement, les professionnels de l'électronique cherchent à bannir le plomb (à partir du 1er Juillet 2006, le plomb sera interdit dans la soudure selon la directive Européenne 2002/95/CE du 27 janvier 2003). On trouve donc maintenant des étains avec une certaine teneur en argent, en général 2 ou 4% ou de cuivre, ou encore de ces deux éléments d'addition. On peut trouver des étains contenant 6% d'argent, excellent au niveau électrique, mais délicat à souder avec le risque de faire chauffer les éléments de l'accu et donnant une soudure plus terne. |
 |
|
La photo ci-contre montre une soudure à 6%, légèrement terne et s'étalant plus difficilement. Les soudures avec moins ou sans argent donnent un aspect nettement plus flatteurs. Cet étamage doit être d'épaisseur la plus fine possible, car l'étain, même fortement chargé d'argent, est mauvais conducteur. Plus l'épaisseur d'étain sera forte, moins bonne sera la conductibilité électrique. |
 |
|
Certains spécialistes en modélisme (comme MuchMore, Team Orion...) commercialisent sous leur nom du fil de brasure sous leur nom. On peut donc penser qu'elles sont adaptées. Le choix d'un fil de brasure sera non seulement fonction de sa composition, mais aussi de la quantité et de la composition du flux incorporé dans celui-ci. Ce flux facilitera plus ou moins la soudure. Il conviendra si possible de le choisir en fonction des matériaux à assembler (dans notre cas, plaquage argent ou or, cuivre, tube en laiton ou cuivre, boîtier de l'élément) et sans nettoyage. Certains flux génèrent moins de fumée et sont plus ou moins susceptibles de présenter des risques pour la santé. |
Tresse ou pattes?Il existe deux grands moyens pour assembler les éléments, les pattes ou la tresse. La tresse (à ne pas confondre avec la tresse à dessouder, aux propriétés électriques parfois très médiocres) a eu son heure de gloire, mais est passé de mode depuis. |
|
|
Pourtant, elle ne manque pas de qualités. Electriquement, elle est théoriquement meilleure que les pattes, et elle permet de ne pas assembler le pack de façon trop rigide, ce qui peut avoir son influence sur certains châssis 1/10° Touring actuels. |
|
|
Gros inconvénient, elle vieillit assez mal (on voit sur la photo ci-contre les fils de la tresse qui commencent à s'effilocher). Il est de plus difficile d'obtenir un assemblage propre qu'avec les pattes. |
|
|
La tresse sera découpée en bandes d'environ 28mm de longueur avec une paire de ciseaux. |
|
|
Puis elle sera étamée aux deux bouts. Pour faire ceci proprement, il faut maintenir la tresse avec la pince d'une troisième main en son milieu, maintenir la panne du fer à souder en-dessous de la tresse et faire fondre l'étain par dessus. On obtient ainsi un étamage fin et propre. La tresse étamée sera par la suite utilisée comme une patte rigide. |
|
|
Les pattes sont disponibles dans de nombreuses marques, MuchMore, Team Orion, Corally, Trinity, Peak, LRP, etc. Il en existe de nombreuses formes, parfois assez amusantes. Elles sont généralement en cuivre, souvent plaquées. Ce placage (argent, or, platine ou du moins vendu comme tel) sert d'ailleurs plus à empêcher l'oxydation du cuivre et à favoriser l'étamage qu'à favoriser la conductibilité électrique. Parfois, sous l'appellation "silver" se cache simplement un vulgaire étamage. Une bonne patte en cuivre presque pur est préférable à une mauvaise patte plaquée vendue sensiblement plus chère. Les pattes plaquées argent sont théoriquement meilleures d'un point de vue conductibilité électrique et sont les plus faciles à souder. Les pattes dorées peuvent être intéressantes pour certaines conditions (en bateaux par exemple) car résistant mieux à l'oxydation. Celles en platine ne présentent pas grand intérêt. |
|
|
Pour les pattes en cuivre brut, il est recommandé de les brosser à la Dremel ou de les dépolir avec une toile émeri fine pour enlever la légère et inévitable couche d'oxydation juste avant de les souder. |
|
|
Une méthode à éviter pour assembler les éléments est le fil multibrins dénudé, torsadé puis étamé. Ceci parce que le résultat est premièrement pas très élégant (mais ce n'est pas le plus important), épais et surtout cassant à la longue. Autre "truc", plus intéressant celui-là, utiliser du fil cuivre monobrin et le passer dans un laminoir de bijoutier. On obtient ainsi des pattes fines, solides, bonne conductrice électriquement (car cuivre quasi pur) et économique. Une bonne idée pour les accus pour les petites échelles par exemple. Sur la photo ci-contre, on peut voit des pattes un peu spéciales. Habituellement, on plie une patte normale pour pouvoir souder dessus soit la prise femelle type PK, soit le fil de puissance directement. Ces pattes spécifiques permettent de le faire un peu plus proprement grâce à une terminaison plane. |
|
Qualité du filIl convient, si la configuration du pack le requiert, d'utiliser un fil silicone de qualité. Voir l'article dédié sur ce même site. |
|
Prise ou pas?Voir l'article dédié sur ce même site. Si l'on opte pour des prises de type "PK", il convient de n'utiliser que des tubes neufs. En effet, leur soudage n'est pas spécialement aisé, et les tubes usagés sont toujours plus difficiles à souder. |
|
|
Pour faciliter l'étamage du tube et faciliter son imprégnation par l'étain liquide, on peut poncer légèrement à la toile émeri l'extérieur du tube (volontairement exagéré sur la photo ci-contre). |
|
|
Pour les raisons expliquées dans l'article "Connectique de la partie puissance", il est souhaitable de ne pas les souder directement sur le pôle d'un élément. Une bonne solution est de souder cette prise rapportée sur une patte coudée (voir photo ci-contre). |
|
|
Si l'on souhaite néanmoins souder directement le tube sur l'élément, il est important de le faire de manière satisfaisante. Ce qui signifie, en plus des précautions habituelles, prendre uniquement des tubes neufs et un étain qui fonde relativement facilement pour obtenir un résultat satisfaisant. |
|
Le support de packL'idéal est de se procurer un support spécifique. Il en existe des simples et pas chers, comme les Team Orion, Trinity, T2M, LRP, etc. Ils se trouvent assez facilement dans le commerce, mais pour les puristes, ont l'inconvénient de manquer de rigidité et de risquer de donner un pack légèrement tordu. |
|
|
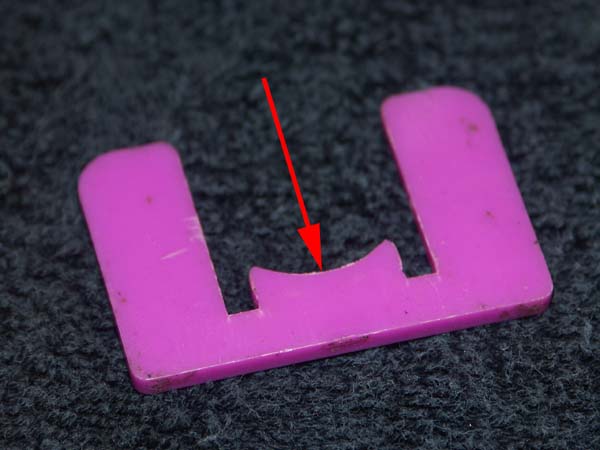
Petite astuce sur ce type de support, creuser une cuvette sur les renforts centraux avec la meule d'une mini-perceuse. Ainsi, lorsqu'une patte de liaison repose dessus, le pack sera moins déformé. |
|
|
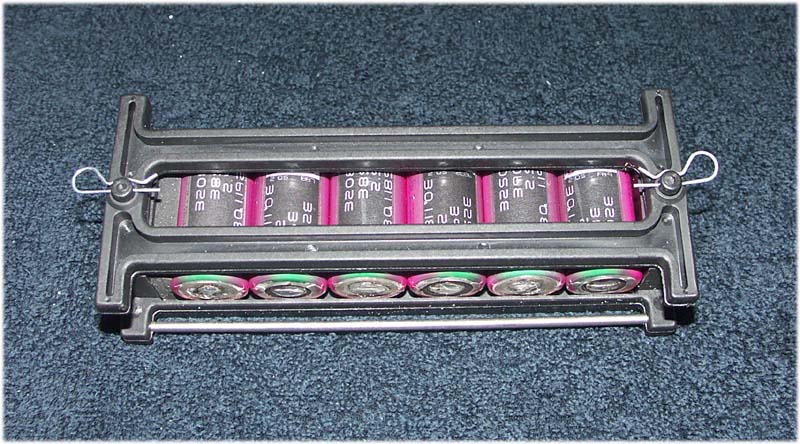
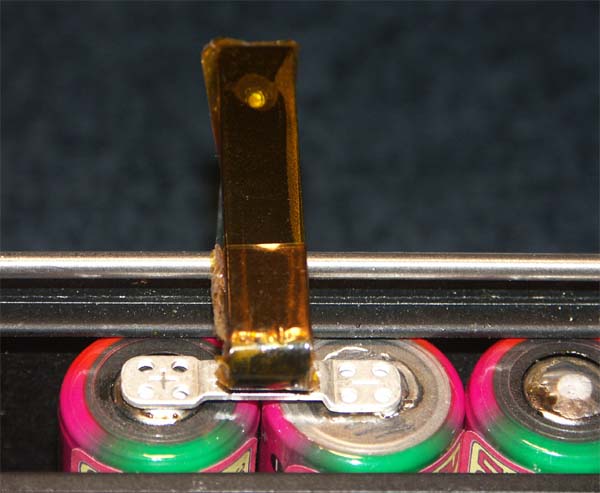
Le top en matière de support est le Deans, car outre le fait qu'il soit bien rigide et que le pack soit bien maintenu, un système de doigt appui sur la patte durant la soudure. Petite astuce encore, où on trouve deux écoles, ceux qui percent le système de doigt et mettent une petite vis, ou ceux qui enrobent ce doigt dans du scotch isolant, style Kapton. Dans les deux cas, le but est d'éviter que le doigt en plastique n'appuie directement sur la patte d'accu chaude. Attention avec ce support, les colonnettes qui centrent la plaque de maintien et accueillent les clips semblent très fragiles. |
|
Collage des éléments?Sur les sites américains, il est fréquent de voir les éléments collés entre eux. Cette usage est peu répendu en Europe. Si l'on souhaite vraiment coller les éléments entre eux, ne pas utiliser de la colle cyanocrylate type Super-Glue, car elle a tendance à rendre les gaines cassantes. Un excellent produit pour cela est le Shoe-Goe (formule originale uniquement), une colle pour caoutchouc que l'on trouve dans tout shop de skate qui se respecte (idéale également pour réparer ou renforcer les carrosseries en polycarbonate). |
|
Préparation des éléments.Bien que le flux à souder soit souvent conseillé pour préparer les pôles avant de les étamer, l'auteur de cet article a tendance à préférer la méthode suivante. |
|
|
Pour favoriser l'accroche et la mouillabilité de l'étain, surtout si le fer que l'on utilise n'est pas top, il est conseillé passer un coup de papier de 300 à 600 ou de Dremel avec une pierre adaptée sur les pôles des éléments. |
|
|
Nettoyer la poussière sur les pôles avec un chiffon non pelucheux imbibé d'alcool. |
|
|
|
|
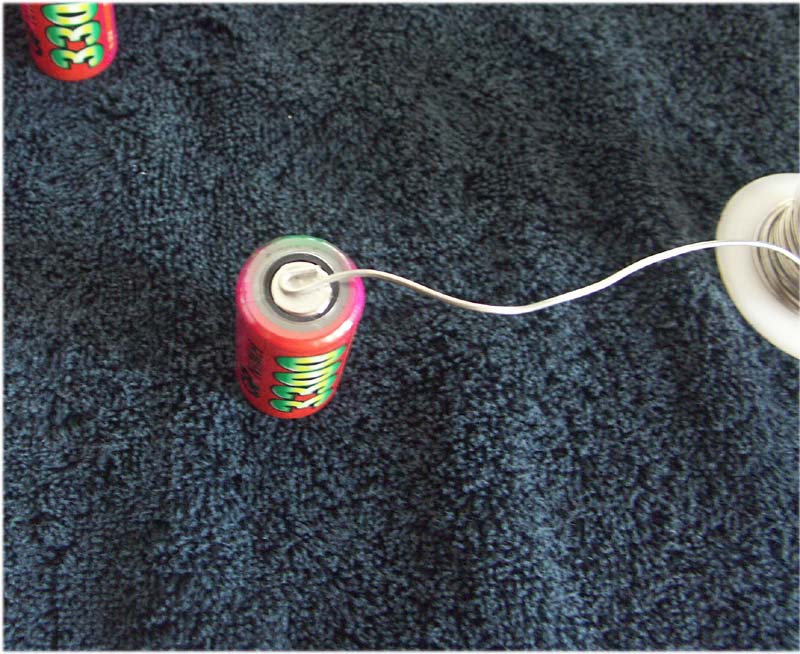
Etamage des éléments.Une fois le fer bien chaud (ne pas hésiter à le laisser un certain temps chauffer à vide, en le surveillant naturellement!), étamer le pôle de l'élément en étalant l'étain. Cette opération ne doit pas prendre plus de 5 secondes, pour ne surtout pas faire chauffer l'élément. La photo montre l'élément étamé, l'étain est solide: il doit être lisse et brillant. |
|
|
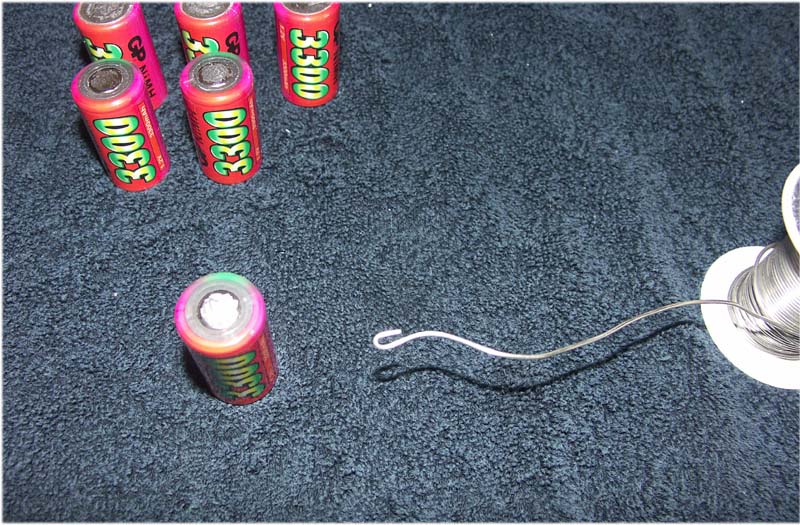
Petite astuce, faire une boucle avec le fil d'étain et faire fondre cette boucle sur le pôle avec le plat de la panne. Il peut être judicieux de refroidir les éléments avec un ventilateur après avoir travailler dessus. En aéromodélisme compétition, certains n'hésitent pas à stocker leurs éléments au réfrigérateur avant de travailler dessus. A voir. |
|
|
Ne jamais souffler sur une soudure: elle sera mate, car des gouttelettes d'eau iront se condenser dans l'étain! La soudure ne tiendra pas bien mécaniquement. |
|
Mise en place des pattes et de la connectiqueEnsuite, il faut étamer les fils et les pattes de fixation. Là encore, l'étain doit être lisse et brillant. |
|





















|
Les éléments seront placés dans le support en respectant bien les polarités. Attention de ne pas assembler deux éléments en court-circuit! Ensuite, on pose les pattes entre les éléments. On applique le fer en rajoutant un peu d'étain, on retire rapidement le fer après fusion et on maintient la patte (ou le fil) avec une pince coudée. |
 |
 |
 |
 |
 |
|
Et voilà! |
En savoir plus (avec parfois des informations en contradiction avec cet article): |